Easy-Laser® fait encore évoluer son offre de programme de mesures pour répondre à tous vos besoins d’alignement.
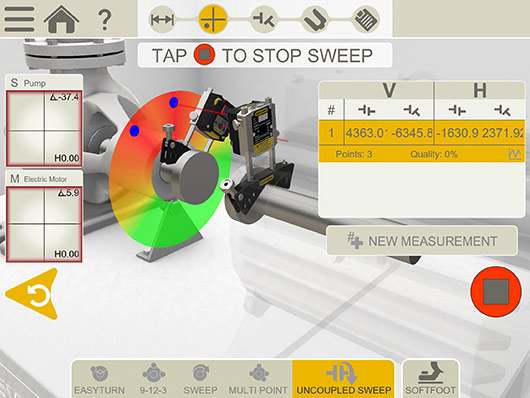
Les systèmes d’alignement de la série XT, dotés de la technologie point laser disposent désormais d’un nouveau programme de mesure pour les machines tournantes horizontales : le mode « Balayage non-couplé ».
A présent vous pourrez réaliser l’alignement de machines tournantes horizontales non couplées en toute facilité, en mettant à jour gratuitement votre système et/ou application XT alignement.
L’objectif de ce nouveau programme est de faciliter l’enregistrement de valeurs lors de la mesure, notamment sur des arbres lourds, à forte inertie, difficiles à entrainer et à freiner lors de l’utilisation des programmes de mesures conventionnels.
Il vous permet de contrôler rapidement l’alignement des machines non couplés. Il suffit d’entrainer l’arbre menant sans se soucier de sa position angulaire d’acquisition puisque qu’elle s’effectue automatiquement au passage des unités en face à face.
Ce nouvel outil assure à l’opérateur un contrôle d’alignement simple, fiable et rapide en toute sécurité.
Dorénavant Les systèmes d’alignement d’arbres de la Génération XT vous proposent donc cinq méthodes de mesures différentes : 9-12-3, EasyTurn ™, Multipoint, Balayage continu et le dernier ajout, balayage non couplé.
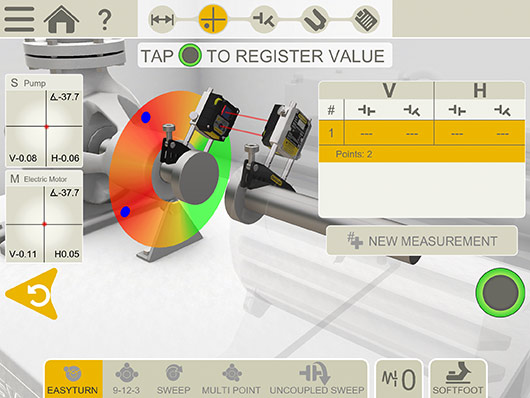
Rappelons ci-après les quatre autres méthodes de mesures proposées, en considérant que la rotation des appareils de mesure autour de l’arbre est comparable à celle d’une horloge; positions 3, 6, 9 et 12.
 Méthode 1 : 9-12-3
Méthode 1 : 9-12-3
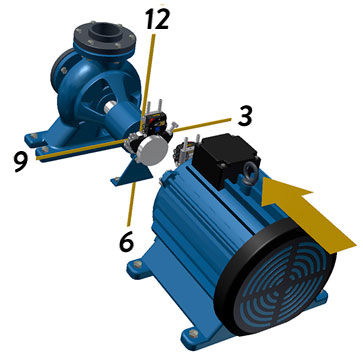
C’est la méthode la plus connue car à l’origine de toutes les méthodes d’alignement d’arbre. Tout ceux ayant déjà utiliser les comparateurs analogiques reconnaîtront cette méthode.
La méthode est basée sur la géométrie des cercles (et la trigonométrie). Les mathématiques nous permettent de considérer que si nous pouvons mesurer un demi-cercle, nous pouvons alors, par extrapolation, construire l’image du cercle entier, et par conséquent en déterminer le centre.
Un comparateur est monté sur chaque arbre. On relève ensuite les valeurs de mesures en trois points différent autour de l’arbres correspondants aux angles 0, 90 et 180° d’un cercle (9h 12h et 3h sur une horloge). A partir de ces mesures le centre de rotation de chaque arbre peut-être déterminé et comparé l’un à l’autre.
Cette méthode permet ainsi d’identifier les défauts d’alignement des machines les unes par rapport aux autres.
Avantage : cette méthode peut toujours être utilisée lorsque vous pouvez faire tourner les arbres librement, et qu’il n’y a pas d’autres obstacles physiques vous empêchant de mesurer à partir des positions 9-12-3.
Inconvénient : Vous devez positionner les appareils de mesure à 9-12-3 aussi précisément que possible. L’encombrement des environnements industriels (capotages, machines périphériques, conduits,…) peuvent rendre difficile l’accès précis à ces positions angulaires.
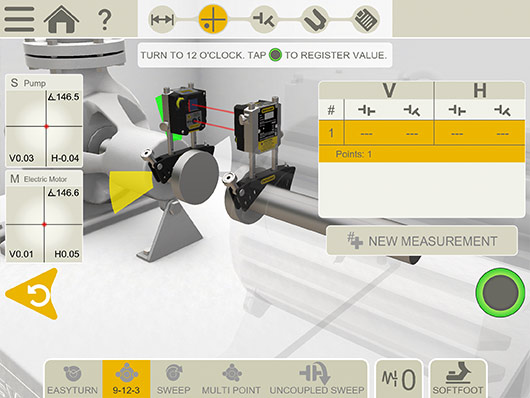
Méthode 2: EasyTurn
EasyTurn est un développement unique complémentaire à la méthode 9-12-3. Elle offre la liberté de choisir à quelle position d’horloge (quel angle) vous commencez à collecter les valeurs de mesure.
Avantages :
D’un point de vue pratique, ce programme s’avère utile là où le débattement angulaire nécessaire à la mesure est limité. La possibilité de faire tourner les machines est donc limitant dans ce cas de figure (en raison du manque d’espace autour des arbres par exemple)
Avec l’aide d’un algorithme spécialement développé, on peut également restreindre la plage de mesure utile à seulement 40 degrés d’amplitude angulaire. Ceci permet de s’affranchir du débattement à 180° prérequis pour le programme 9-12-3.
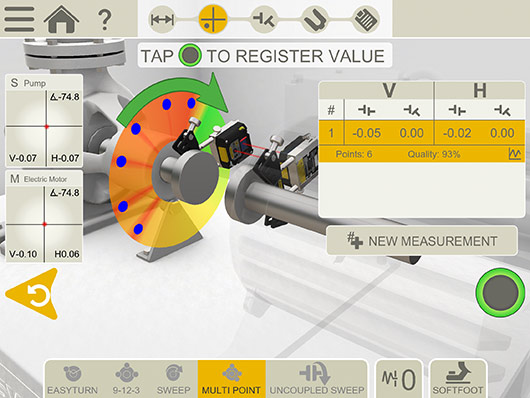
Méthode 3 : Multipoints
Multipoint est, lui aussi, un développement complémentaire de la méthode EasyTurn. Multipoint signifie que vous pouvez commencer à collecter des valeurs de mesure à partir de n’importe quelle position angulaire) et compléter l’acquisition sur une rotation de 40 degrés seulement. Cependant, comme son nom l’indique, cette méthode signifie qu’une multitude de points peuvent faire l’objet d’une acquisition (avec un minimum de trois points évidemment).
Ceci est avantageux si vous devez procéder à l’alignement de machines de grandes dimensions où il est difficile de faire tourner les arbres.
L’augmentation du nombre de ponts de contrôle assure l’augmentation de la fiabilité de mesures en augmentant le nombre d’échantillons. Cette convergence permet alors d’affiner le résultat de contrôle.
Cette méthode propose également une évaluation de la qualité de la série de mesures. L’évaluation prend en compte les changements de température, la direction de mesure et le nombre de points de mesure.
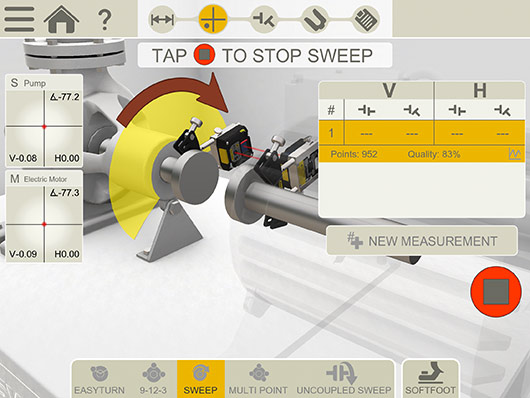
Méthode 4: balayage continu
Le balayage continu peut être décrit comme un mode multipoint avec collecte automatique et continue des valeurs de mesure.
En pratique, cela signifie que vous pouvez collecter des valeurs de mesure en continu avec les unités en mouvement. C’est-à-dire que vous commencez la collecte dans n’importe quelle position, puis faites pivoter les arbres sans vous arrêter, dans un des deux sens de rotation (le programme détecte automatiquement votre choix du sens de rotation).
Continuez jusqu’à ce que vous ayez collecté suffisamment de valeurs de mesure pour obtenir un calcul de bonne qualité (l’évaluation de la qualité est également effectuée ici comme en Multipoint, sur une échelle de 0 à 100%).
 dB Vib Instrumentation
dB Vib Instrumentation